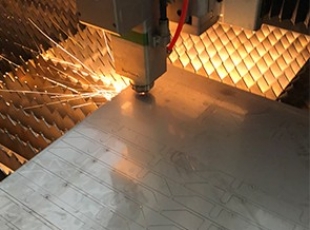
無錫激光切(qiē)割加工有哪些切割技術呢(ne)?
激光切割技術廣泛應用於金屬和(hé)非金屬材料的加工中,可大大減少加工時間,降低(dī)加工成本,提高工件質量。激光切割是應用激光聚焦後產生的高功(gōng)率密度能量來實現的。與傳統的板材加(jiā)工方法相比,激(jī)光切割其具(jù)有高的切割質量、高的切割速度、高的柔性(可隨意切割任意形狀)、廣泛的材料(liào)適應性等優(yōu)點(diǎn)。
(1)激光(guāng)熔(róng)化切割
在激光熔化切割中,工件被(bèi)局部熔化後(hòu)借助氣流把熔化的材料噴射出去。因為(wéi)材(cái)料的(de)轉移隻發生在其液態情況下,所以該過程被稱作激光熔化(huà)切割。
激光光束配上高純惰性切割氣體促使熔化的(de)材料離開割(gē)縫,而(ér)氣體本身不參與切割。
——激光熔化切割可以得到比氣化(huà)切割更高的(de)切割速度。氣(qì)化所需的(de)能量通常高於把材料(liào)熔化所需(xū)的能量。在(zài)激光熔化(huà)切割中,激光光束隻被部分吸收。
——大切割速度(dù)隨著激光(guāng)功率的增加而增加,隨著(zhe)板材厚度的增加(jiā)和材料熔化溫度的增加(jiā)而幾乎反比例地減小。在激光功率一定的情況下,限製因數就是(shì)割縫處的氣壓和材料的熱傳導率。
——激光熔化切割對於鐵製材料和(hé)鈦金屬可以得到無氧化切口。
——產生熔化但不到氣(qì)化的激光功率密度,對於鋼材料來說,在104W/cm2~105W/cm2之間。
(2)激光火焰切割(gē)
激光火焰切割與激光(guāng)熔化切割的不同之處在於使用氧(yǎng)氣作為切(qiē)割氣體。借助於氧氣和加(jiā)熱後的金屬之間的相互作用,產生化學反應使材料進一步(bù)加熱。對於相同厚度的結構鋼,采用該方法可得到的切割速率比熔化切割要高。
另一方(fāng)麵(miàn),該(gāi)方法和熔化切割相比可能切口質(zhì)量更差。實際上它會生成更寬的割縫、明顯的粗糙度、增加的熱影(yǐng)響區和更(gèng)差的邊(biān)緣質量。
——激光火焰切割在加工精(jīng)密模型和尖角時是不好的(有燒掉尖角的危險)。可(kě)以使(shǐ)用(yòng)脈衝模式的激光來限製熱影響。
——所用的(de)激光功率(lǜ)決定切割速度。在激光功率(lǜ)一定的情況下,限製因(yīn)數就是氧氣的供應和材料的熱(rè)傳導率。
(3)激光氣化切割
在激光氣化切割過程中,材料在割(gē)縫處發生氣化,此(cǐ)情況下需要非常(cháng)高的激光功率。
為了防止材(cái)料蒸(zhēng)氣冷凝到割縫壁上,材料的厚度一定不要大大(dà)超過激光光束(shù)的直徑。該加工因而隻適合於應用在必須避免有熔化(huà)材料排除的情況下。該加工實際上隻(zhī)用於鐵(tiě)基合金很(hěn)小的使用領域。
該加(jiā)工不能用於,象木材和某些陶(táo)瓷等,那些沒有熔化狀態因而不太可能讓材(cái)料蒸氣再凝結的材料。另外,這(zhè)些材料通常要達到更厚的切口。
——在激光氣化切割中,優(yōu)光束(shù)聚焦取決於材料厚度和光束質量。
——激光功率和氣化熱(rè)對優焦點位置隻有一定的(de)影(yǐng)響。
——所需的激(jī)光功率密度要大於108W/cm2,並(bìng)且取決於材(cái)料、切割深度和光束焦點位置。
——在板材厚度一定的情況下,假設有足夠的激光功率,大切割(gē)速度受到氣體射(shè)流速度的限(xiàn)製。
keyword:無錫激光切(qiē)割加(jiā)工
文章來源:http://www.jllsjyw.com/
上一頁:無錫激光切割加工除了激光切割,還有這(zhè)五大激光!
下一頁(yè):無錫激光切割加工之激光加工大介紹!

鈑金加工廠如(rú)何看待不(bú)鏽(xiù)鋼定製加(jiā)工?
如何看待不鏽(xiù)鋼定製加工(gōng)?不鏽鋼定製加(jiā)工,你說簡單不難,說不難也不簡單。但是(shì)此時昆山捷(jié)翔(xiáng)小(xiǎo)編有一些自(zì)認為(wéi)比較重要的觀點與大(dà)家分享。鈑金件一、不鏽鋼定製加工是什麽?簡而言之,它是一家專(zhuān)業的不鏽鋼定製供應商(shāng),...
發表時間:2021-12-23
激光切管材加工的(de)關鍵技術有(yǒu)哪些?激光切(qiē)割加工廠家為您梳(shū)理(lǐ)
導光聚焦係統在(zài)激光切割設備中,導光係統的作用是將激光(guāng)發生器輸出(chū)的光束(shù)引導到聚焦光路的切(qiē)割頭。對於激光切割管,為(wéi)了獲得高質量的狹縫,聚焦光束的聚焦光斑直徑和功率較小,這使得激光發生器輸出低(dī)階模式。為了獲...
發表時間:2021-12-22
激光切割加工前景如何?
激光切割加工是激光加(jiā)工行業中朂(xù)量要的一項(xiàng)應用技術,由於具有(yǒu)諸多特點,已廣泛地應用於汽車、機車車輛製(zhì)造、航空、化工、輕工、電器與(yǔ)電子、石油和冶金等工(gōng)業部門。近年(nián)來,激光切割(gē)技術發展很快,國(guó)際上(shàng)每年都以20%...
發表時間:2021-12-09
激光切割加工費用怎麽算(suàn)?激光切割加工價格怎麽計算(suàn)?
激光切割加(jiā)工技術給現在(zài)帶來很大的幫(bāng)助,現(xiàn)在科技不斷發展,激光切割加工技術也越來越(yuè)發達,不管是國產機的還是進口機都到處可見(jiàn),那(nà)究竟激光切割加工費是(shì)怎麽算的呢?激光加工收費模式一般(bān)都是按米算的,再加上孔的...
發(fā)表時間:2021-12-08
無錫鈑金加工注意事項,哪些你是熟知的
一、無錫鈑金加工概(gài)述鈑(bǎn)金(jīn)加工是鈑金技術職員需(xū)要把握的樞紐技術,也是鈑金製品成(chéng)形的重要工序。鈑金加工是包括傳統的(de)切割下料、衝裁(cái)加工、彎(wān)壓成形等方法及工藝參數,又包(bāo)括各種冷衝壓模具結構及工藝參數、各種設備...
發表時間:2021-12-07
鈑金加工(gōng)機櫃如此受歡迎的原因
目前鈑金加工機櫃很受(shòu)歡迎。至於為什麽(me)流行,很多人不知道(dào)。其實這和它的本質有關,因為鈑金的物理性質,重量輕,強度高,成本低,可以大規模生產(chǎn)。鈑金加工機櫃一般包括(kuò)外殼、支架、麵板上的各種開關、指示燈等。外...
發表時間(jiān):2021-09-29
你知道鈑金加工的小技巧嗎?
1.為了防止碎屑(xiè)傷人,透明擋板應安裝在合適的位置(zhì)。2.當(dāng)需(xū)要用紗布打磨工(gōng)件表(biǎo)麵時,應將刀具移至(zhì)安全位置,並注意不要(yào)讓手和衣服接觸(chù)工件表麵。磨削內孔時,不得用手指支撐紗布,應用木棍代替,同時速度不宜過快。3....
發表時間:2021-09-27
鈑金加工常用(yòng)的表麵處理方法(fǎ)
如今,鈑金加工表麵處理對產品表麵的裝(zhuāng)飾和保護得到(dào)了許多行業的認可。在鈑金加工行業,通常采用電鍍、噴塗等表(biǎo)麵處理(lǐ)方法。1.電鍍分為鍍鋅(彩鋅、白鋅、藍鋅、黑(hēi)鋅)、鍍鎳、鍍(dù)鉻等(děng)。主要是在材料表麵形成保護層,起...
發表時間:2021-09-24
不鏽鋼件加工廠有許多不同類型的腐蝕
不鏽鋼件加工廠有許(xǔ)多不同類型的腐蝕,每種腐蝕都能夠(gòu)依(yī)據化學蛻(tuì)變的原(yuán)因進行分類,不鏽鋼有哪些(xiē)不同類(lèi)型的腐蝕。1、慣例腐蝕慣例腐蝕腐蝕也叫(jiào)均勻腐蝕,是常見(jiàn)的腐蝕類型,是(shì)由化(huà)學或電化學反響引起的,導致(zhì)不鏽鋼...
發(fā)表時間:2021-08-19五顏六色不(bú)鏽鋼件加工產品具有什麽特色
不鏽鋼產品是能夠(gòu)進(jìn)行加工製造之後,以多種(zhǒng)顏色展現在咱們現在的,這便是(shì)咱們一般所說的五顏六色不鏽(xiù)鋼。這種產品,現在在修建傍邊,是能夠作(zuò)為裝飾品來運用的,並且(qiě)現已身為群眾(zhòng)的喜歡。五(wǔ)顏六色的不鏽鋼件(jiàn)加工能保...
發表時間:2021-08-17
不鏽鋼件(jiàn)加工廠如(rú)何進行電解(jiě)拋光
不鏽鋼件加工廠家的客(kè)戶常常對不鏽鋼產品的外表光潔度產(chǎn)生問題,為了維護不鏽鋼的功能而言,電解(jiě)拋光外表處理是一種常見的辦法,這兒介紹一(yī)下是怎麽進行的。電解拋光工藝可溶解不(bú)鏽鋼外表的一些顆粒,留下潤滑鏡麵般...
發(fā)表時間:2021-08-13
不鏽鋼件加工廠家介紹不(bú)鏽鋼管(guǎn)材得(dé)到分類和生鏽的原因
不鏽鋼管材望文生義(yì),便是不(bú)鏽鋼資料製作而成的,中心(xīn)是空的那種(zhǒng)長條(tiáo)形的(de)鋼材,現在首要(yào)用(yòng)來運送液體性的物(wù)品(pǐn)。這(zhè)種管材的分量比較(jiào)強,並且強度也比較大,因此在許多方麵都派上了用場。這種產品分類情(qíng)況如何,而在運...
發表時間:2021-08-09